淮南鍋爐廠家45噸環(huán)保鍋爐排名
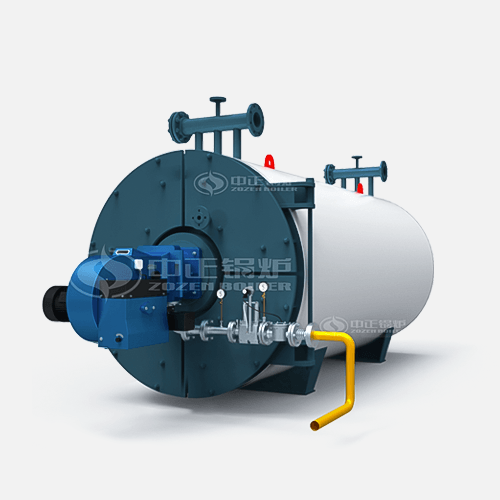
YQW-1400Q導(dǎo)熱油鍋爐。該型鍋爐盤管端部采用縮口盤管,有效地保護(hù)了鍋爐端部的爐墻,配有先進(jìn)的燃燒裝置,能夠全自動化運行。鍋爐整體驗收合格后整裝出廠,便于安裝調(diào)試和使用。
鍋爐廠家45噸環(huán)保鍋爐,浙江華帝紡織印染有限公司是一家專業(yè)家紡面料染色印花加工的企業(yè)。由于該公司之前的相關(guān)設(shè)備已達(dá)不到日益擴(kuò)大的生產(chǎn)需求,引進(jìn)了我公司生產(chǎn)的YQW-4600燃?xì)馀P式導(dǎo)熱油鍋爐。YQW-4600燃?xì)馀P式導(dǎo)熱油鍋爐不需要水處理設(shè)備,系統(tǒng)較為簡單,投資低,易維護(hù),熱利用率很高,為浙江華帝紡織印染有限公司節(jié)省不少企業(yè)運行成本,提高了該公司的企業(yè)效益。
燃?xì)忮仩t點火棒有火花但點不著火原因:1 旋風(fēng)盤通風(fēng)間隙被積碳堵塞,通風(fēng)不良。2 油噴嘴不潔,堵塞或磨損。3 風(fēng)門設(shè)定角太小。4 點火棒尖端距油噴嘴前緣距離不適當(dāng)(太突出或內(nèi)縮)5 第一油槍電磁閥被雜物堵塞(小火油槍)。6 油質(zhì)太粘流動不易或過濾系統(tǒng)堵塞或油閥未開,使油泵吸油不足,油壓低。7 油泵本身濾網(wǎng)阻塞。8 油含水較多(加熱器內(nèi)沸騰異聲)。處理措施有: 清除;先清洗,如不行換新;調(diào)小試驗;調(diào)整距離(以3~4mm為好);拆下清洗(將零件用柴油清洗);檢查管路及油過濾器,保溫設(shè)備;拆下油泵外圍螺釘,小心取下外蓋拿出里面的油網(wǎng),用柴油浸洗;換新油試之。
基本性能指標(biāo)如下:拓?fù)湟?guī)范:總線形結(jié)構(gòu),或星形結(jié)構(gòu).傳輸方式:曼徹斯特編碼方式通訊控制:符合TCP/IP和IEEE801.3標(biāo)準(zhǔn)協(xié)議:通訊速率: 10Mbps、 100Mbps等.節(jié)點容量:最多15個控制站,32個操作站、工程師站或多功能站.通訊介質(zhì):雙絞線,5092 細(xì)同軸電纜、5092 粗同軸電纜、光纜通訊距離:最大10km。JX-300X SCnet II 網(wǎng)絡(luò)采用雙重化冗余結(jié)構(gòu),如圖4-2-2-2所示。在其中任一條通 訊線發(fā)生故障的情況下,通訊網(wǎng)絡(luò)仍保持正常的數(shù)據(jù)傳輸。

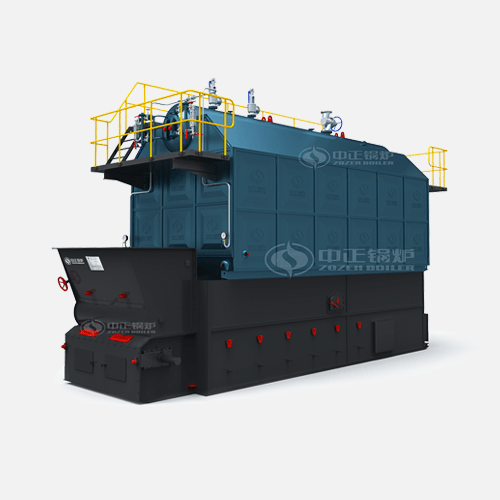
SZL型組裝水管鍋爐,采用雙鍋筒縱置式布置,燃燒方式為鏈條爐排適宜燃用生物質(zhì)成型固體燃料。爐膛兩側(cè)墻水冷壁采用膜式水冷壁結(jié)構(gòu);爐膛前、后墻水冷壁管向下延伸到爐排上部形成前后拱。爐膛后為燃燼室、對流管束,尾部有省煤器。煙氣經(jīng)爐膛、燃燼室、對流管束、省煤器進(jìn)入尾部煙道,通過除塵器、引風(fēng)機、煙囪排入大氣。前墻布置有二次風(fēng),由閥門控制,在燃用生物質(zhì)燃料時投入使用,強化燃燒,使燃料充分燃盡,提高燃燒效率。采用較高的進(jìn)料口,以滿足生物質(zhì)燃料的需求,鍋爐廠家45噸環(huán)保鍋爐。
鍋爐廠家45噸環(huán)保鍋爐,【海南】海南生物質(zhì)鍋爐、余熱鍋爐的節(jié)能與循環(huán)經(jīng)濟(jì)專項資金補貼辦法、政策:循環(huán)經(jīng)濟(jì)余熱利用鍋爐、生物質(zhì)燃料鍋爐補貼方法:對省級循環(huán)經(jīng)濟(jì)示范試點市縣,給予80萬元的獎勵;對省級循環(huán)經(jīng)濟(jì)示范試點園區(qū),給予50萬元的獎勵;對省級循環(huán)經(jīng)濟(jì)示范試點企業(yè),給予30萬元的獎勵。獎勵資金要確保用于節(jié)能及資源綜合利用工作。注:節(jié)約型公共機構(gòu)示范。對已經(jīng)通過驗收的節(jié)約型公共機構(gòu)示范單位,按照國家級、省級及投入資金情況給予一定獎勵。

蒸汽鍋爐是羊絨制品加工企業(yè)不可或缺的重要設(shè)備之一,在其生產(chǎn)過程中,需要大量蒸汽對羊絨制品進(jìn)行熨燙、定型,以達(dá)到輕軟柔和的特性。
近年來,中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機械焊、自動焊進(jìn)行生產(chǎn)。充實更新了大量的進(jìn)口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。