")
連云港鍋爐廠家1噸商用燃?xì)忮仩t廠家
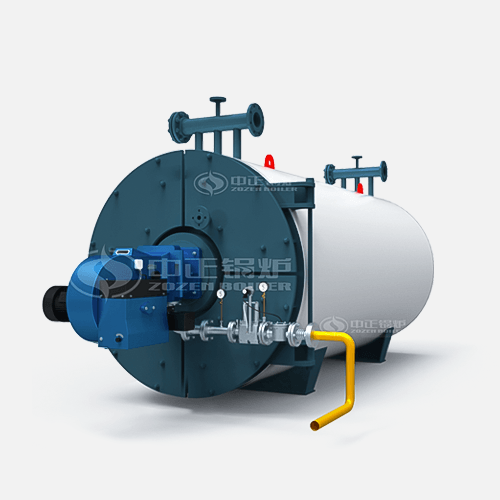
中正燃?xì)馀P式導(dǎo)熱油鍋爐。對(duì)鍋爐的安全系數(shù)、控制方式提出了具體要求,中正鍋爐的技術(shù)人員針對(duì)這一點(diǎn),在集中控制系統(tǒng)的基礎(chǔ)上進(jìn)行了技術(shù)升級(jí),實(shí)現(xiàn)鍋爐運(yùn)行自動(dòng)化,最大程度上保證操作的簡(jiǎn)便及鍋爐的安全性。
開(kāi)藥集團(tuán)是國(guó)家38家重點(diǎn)制藥企業(yè)之一,每年生產(chǎn)十幾種原料藥和上百種制劑藥品六、七千批,但與此同時(shí),消耗的能源與產(chǎn)生的污染也是大量的。2017年,隨著國(guó)家節(jié)能減排目標(biāo)的不斷推進(jìn),國(guó)家一些環(huán)保政策陸續(xù)出臺(tái),為響應(yīng)國(guó)家“煤改氣”的政策,開(kāi)藥集團(tuán)急需引進(jìn)兩臺(tái)燃?xì)忮仩t。
鍋爐廠家1噸商用燃?xì)忮仩t,工業(yè)蒸汽鍋爐選型全套燃油燃?xì)忮仩t本體和輔機(jī)系統(tǒng)配置:燃油燃?xì)庹羝仩t本體、燃燒機(jī)(含風(fēng)機(jī))、節(jié)能器、節(jié)能器循環(huán)水泵、給水泵、分汽缸、水處理、軟化水箱、除氧設(shè)備、電控柜、鋼制煙囪
SCnetlⅡ可以通過(guò)通信管理站與其它廠家設(shè)備聯(lián)結(jié)。接口網(wǎng)橋(SP244)是通信接口單元的核心,是SCnetlⅡ網(wǎng)絡(luò)節(jié)點(diǎn)之一,它解決了JX-300X系統(tǒng)與PLC系統(tǒng)的接口。我方的OPCSERVER軟件可以運(yùn)行于企業(yè)信息管理網(wǎng)上的任一臺(tái)計(jì)算機(jī)上,并且在此計(jì)算機(jī)上安裝兩塊網(wǎng)卡與JX-300XDCS系統(tǒng)的冗余數(shù)據(jù)總線相連,以實(shí)現(xiàn)JX-300XDCS系統(tǒng)與MIS網(wǎng)的高速數(shù)據(jù)通信接口。
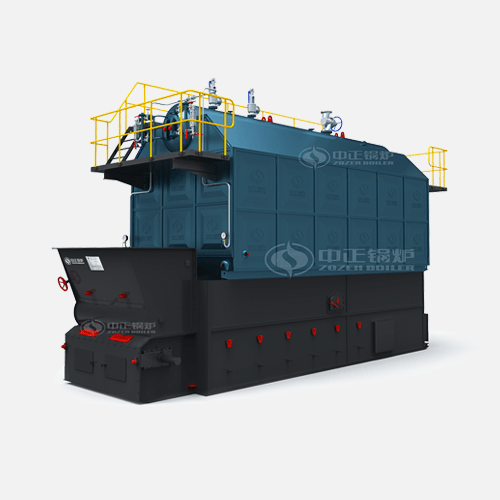
DZL系列生物質(zhì)鍋爐是中正與上海交通大學(xué)根據(jù)各種生物質(zhì)燃料特性、燃燒速率,經(jīng)過(guò)數(shù)值模擬、合理布置爐拱、爐墻、爐膛受熱面合作研發(fā)設(shè)計(jì)的。DZL系列生物質(zhì)鍋爐爐膛空間較大,同時(shí)布置非常合理的二次風(fēng),充分燃燒,有效降低NOX的排放。再為其配置調(diào)速箱,屆時(shí)可根據(jù)生物質(zhì)燃燒速率,合理調(diào)控轉(zhuǎn)速,確保燃料燃盡,實(shí)現(xiàn)二氧化碳零排放,鍋爐廠家1噸商用燃?xì)忮仩t。
【甘肅】蘭州燃煤鍋爐改造(含小火爐)及清潔能源鍋爐補(bǔ)貼方案標(biāo)準(zhǔn)(2017—2019年度):燃煤鍋爐改造或拆除的時(shí)間要求:2018年底前基本實(shí)現(xiàn)民用煤煤質(zhì)和大氣污染物排放總量“雙可控”;2019年—2020年冬季采暖期全市實(shí)現(xiàn)城區(qū)內(nèi)無(wú)散煤、城區(qū)外無(wú)煤煙的目標(biāo)。蘭州燃煤鍋爐綜合治理方向:清潔能源替代、減少能源消耗量、提高能源利用效率是民用煤污染治理的主要方向,具體措施包括煤改電、煤改氣等清潔能源替代以及優(yōu)質(zhì)煤替換、使用節(jié)能環(huán)保爐具、推進(jìn)集中供熱、推廣建筑節(jié)能等。
公共建筑所用的燃?xì)忮仩t選型方式及能耗分析:常規(guī)的鍋爐選型方式都是選用2-3臺(tái)燃?xì)庹羝仩t,通過(guò)汽水板式換熱器換熱制取空調(diào)熱水;通過(guò)容積式換熱器換熱制取生活熱水,而廚房和洗衣房用蒸汽則由蒸汽鍋爐直供。有些煤鍋爐改造工程就簡(jiǎn)單地把原來(lái)的燃煤蒸汽鍋爐改成燃?xì)庹羝仩t。看似改造過(guò)程簡(jiǎn)單,但改造后能耗巨大。

鍋爐廠家1噸商用燃?xì)忮仩t,近年來(lái),中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機(jī)械焊、自動(dòng)焊進(jìn)行生產(chǎn)。充實(shí)更新了大量的進(jìn)口自動(dòng)焊接設(shè)備,實(shí)現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動(dòng)化。同時(shí)在焊接過(guò)程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過(guò)嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。